Cooling Tower Start-Up Recommendations
As many areas of the country begin to thaw out, it will soon be time to start-up cooling towers. This is a critical time to prepare for a good cooling season. Over the winter, surfaces are exposed to the elements of air and water that can cause:
*Scale and deposits of organic and inorganic materials, which impact heat transfer and may lead to reduced flow
*Corrosion which can lead to a lack of efficiency of the cooling system and may impact the tower’s ability to remove heat effectively and allowing drift.
*Microbial growth that can cause disease such as Legionella
It is very important to inspect and clean all surfaces of the cooling tower before starting it up. The effectiveness of a cooling tower is dependent on the efficiency of contact between the hot water return of the heat exchangers and the cool air being blown from the tower. Secondly, growth of micro-organisms will not only decrease the efficiency of the tower but can lead to people getting sick.
ASHRAE 12-2000 shares guidelines for starting up your drained cooling tower:
- Clean all debris, such as leaves and dirt from the cooling tower
- Fill the system with water. While operating condensing water pump(s) and prior to operating cooling tower fans, execute one of two alternative biocidal treatment programs described below:
- Treat with the biocide that had been used prior to shutdown. Utilize the services of the water treatment supplier. Maintain the maximum recommended biocide residual (for the specific biocide) for a sufficient period of time (residual and time will vary with the biocide) to bring the system to good biological control.
- Treat the system with sodium hypochlorite to a level of 4 to 5 mg/L (ppm) free chlorine residual at a pH of 7.0 to 7.6. The chlorine residual must be held to 4 or 5 mg/L (ppm) for six hours, measurable with standard commercial water test kits.
- Once one of the two biocidal treatments described above, has been successfully completed, the fan can be turned on and the system returned to service. Resume the standard water treatment program (including biocidal treatment).
It is important to note that there are different maintenance requirements for galvanized steel and stainless steel.
Proper maintenance of galvanized steel towers should be to inspect the components for blemishes or corrosion. Wire brush and recoat the affected areas with a cold galvanizing compound such as Zinc Rich Oxide (ZRC).
Stainless steel needs to be cleaned regularly to maintain the corrosion resistance and overall aesthetics of the material. Most dirt and soil can be cleaned with a clean cloth, warm water, and a mild detergent. For persistent dirt, a little vinegar can be added to the detergent. It is important to always rinse the surface with warm water and wipe with a dry cloth after any cleaning. Fingerprints, mild stains or grease spots can be cleaned using organic solvents such as acetone, methyl or ethyl alcohol or mineral spirits. Stainless steel wipes or glass cleaners commonly available in stores may also be used. If iron contamination or surface staining is suspected, immediately remove the stain or rust using a chrome, brass, or silver cleaner. When the cleaning process is complete; use a high quality wax for extra protection.
As a last resort, the following should be used on stainless steel towers only. Rinse the surface with hot water. Use a standard solution of oxalic or phosphoric acid (10-15% acid solution). This should be applied with a soft cloth and allowed to stand for a few minutes – do not rub. The acid should etch out the iron particles. Follow this with an ammonia and water rinse. Rinse the surface with hot water; coat with a high quality wax for added protection. Make sure to use the proper personal protection equipment when working with acids.
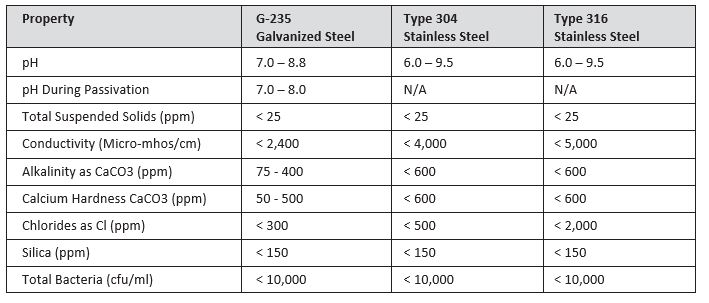
There are different water chemistry requirements for galvanized and stainless steel. Any water treatment program needs to be compatible with the materials of construction of evaporative cooling equipment. Below is a table outlining recommended parameters for each type of steel:
Some General Start up Procedures prior to turning on the fan and pump motors.
- Ensure electrical power to the equipment has been disconnected.
- Check lubrication of fan motors, pump motors, and bearings. Lubricate per manufacturer’s instructions.
- Check fan and pump motors for proper rotation.
- Check belt tension and adjust if necessary. Belts should deflect approximately ¾” on induced draft models and ½” on forced air models.
- Rotate fan shafts by hand to ensure they turn freely.
- Inspect electrical and piping connections.
- Check condition of drift eliminators and make sure they are installed in their proper position. (Do not presume they were installed properly by the previous technician. Check it out.)
- Check condition of cooling tower fill and the coil in closed circuit coolers and condensers.
- Check position of strainer screens and fan screens to ensure they have not shifted during shutdown.
- Clean debris from air inlet screens, fans and housing, drift eliminators and the strainer. The pan basin may require cleaning to remove drift and foreign material.
- Inspect and clean protective finish. If there are signs of corrosion, clean the area with a wire brush and apply a coat of Zinc Rich Paint (ZRC).
General procedures for equipment start-up:
- Fill the pan basin to approximately 1” below the overflow. Start pump.
- Check water level in the pan basin to ensure the proper operating level. Adjust the float valve and ball assembly if required. If the water level is too low air will be entrapped in the suction line and if water level is too high, the pan basin will overflow.
- Check spray nozzles for proper spray pattern.
- Check operation of accessories, such as basin heaters and discharge hood damper controls.
Following these steps each spring before turning on your cooling tower in conjunction with a regular maintenance schedule will ensure your equipment performs optimally for years to come.
Fluid Handling will provide a free tower inspection. Please contact us prior to start-up at 414-358-2646.
References:
- Weiskopf, Jim. 2018. “Cooling Tower Start-Up Steps and Processes” Environmental Safety Technologies. March 13th. Available at https://estechlab.com/cooling-tower-start-up-steps/.
- Buecker, Brad. 2019. “Cleaning Cool Tower Fill” Water Tech Online. May 1st. Available at https://www.watertechonline.com/process-water/article/14035812/cleaning-cooling-tower-fill
~Patrick Goesch
Fluid Handling Inc.